
氩弧焊机的面板上有可调节的焊接参数,比如:提前送气、起弧电流、电流缓升、电流缓降、收弧电流、延时断气、交流氩弧焊时还具有清洁宽度、交流频率等。

焊机面板
今天我们来说一下在焊接铝合金时如何调节。
铝合金焊接可以采用方波交流焊,设置就比较多,一般要先调好清理宽度和交流频率。焊接时钨棒要用纯钨,焊接时会在钨棒前端形成一个圆球,这样对清理焊接表面有很好的作用。
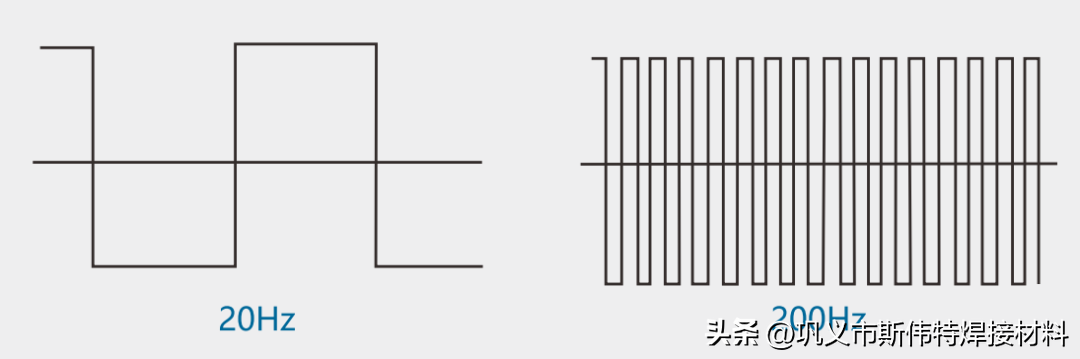
焊机交流频率
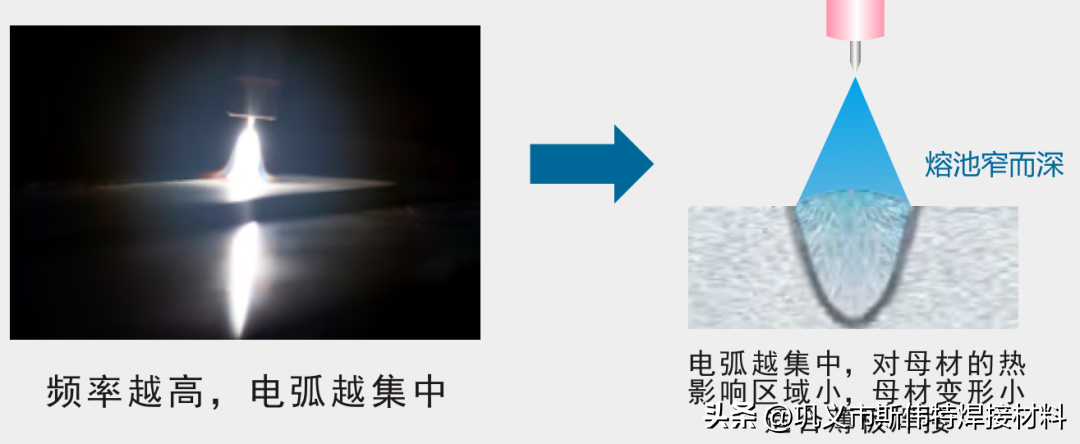
交流频率越高,电弧挺度越高,添丝越容易,焊缝越平滑,更适合薄板的焊接。
相反,交流频率低,电弧较扩散,获得的焊缝较宽,适合厚板焊接。

调节清洁宽度,可以控制熔深和氧化膜的清理效果。我们要在清洁宽度和熔深之间做出平衡。
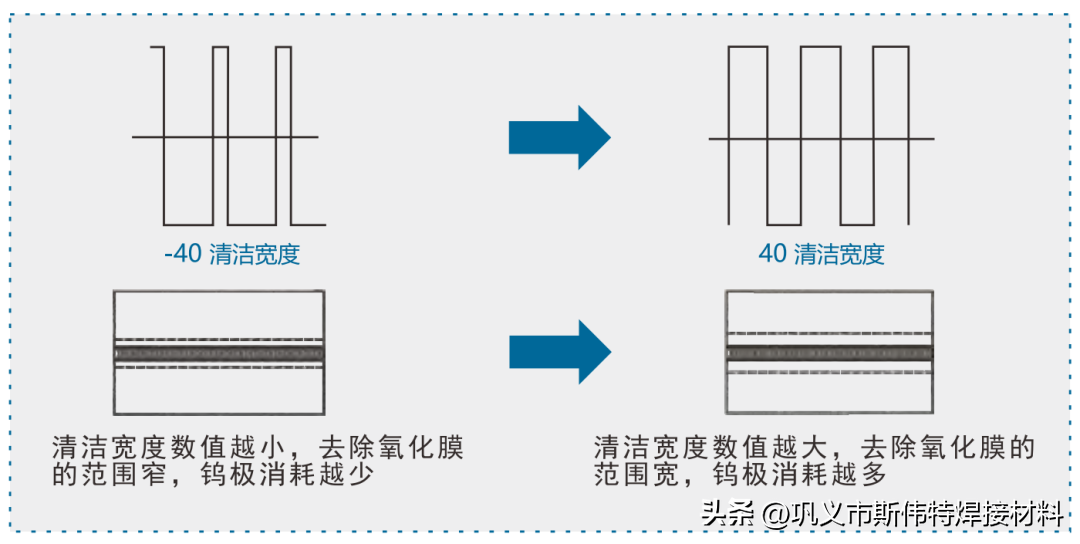
清洁宽度的区别
对于清洁宽度,为了减少对钨极的消耗,通常我们会先调到中间值,然后尝试在满足氧化膜清洁宽度的要求下,此参数设置值尽量小。
相关文章
【远古沉默】装备系统深度攻略——从断臂到神装,进阶必读

在《远古沉默》中,装备是战力的核心。三大陆的装备系统尤为复杂,本文将详解关键装备的获取和合成策略,帮助你打造无敌角色。首推“鬼将军的断臂”(简称断臂)。这件手镯拥有百分比血量切割效果,是前期开荒神器。它只在不可名状之地地图的白色专属怪中掉落,且进阶版“帝王杀戮手”也需要断臂合成。玩家可同时装备断臂和
2025-09-14 08:24:58
丝路传说手游:宠物玩法详细讲解

一、宠物系统基础入门宠物类型与定位输出型:高攻低防,适合远程职业补足爆发(如“烈焰魔狐”“雷霆狮鹫”)。防御型:血厚抗性强,近战职业的生存保障(如“玄甲龟”“冰霜巨熊”)。辅助型:治疗/控制专精,团队副本必备(如“灵韵仙鹿”“幻影蝶”)。宠物品质与成长值品质由低到高分为白→绿→蓝→紫→橙→红,红色宠
2025-09-14 02:20:28
《修仙家族模拟器2》罪恶值:红名危机与解决之道

在《修仙家族模拟器2》这款以修仙为背景的模拟经营类手游中,玩家将扮演家族老祖,带领族人在修仙世界中闯荡,体验完整的修仙过程。然而,在修仙界中,罪恶值这一设定为游戏增添了丰富的社交与策略元素,同时也带来了红名危机。本文将深入探讨罪恶值的设定、红名的影响以及相应的解决之道。罪恶值设定与红名影响罪恶值设定
2025-09-13 11:31:14
卷死重坦的火力!顶级重炮“菲利斯”强势出击

▲《坦克世界》中的菲利斯各位《坦克世界》的玩家们大家好,战斗通行证附加章节已开启!完成附加章节,即可获取全新的I系IX级金币中型坦克菲利斯,这是一台融合了中型坦克与重型坦克特点的“重炮中坦”,它凭借独特的127毫米主炮、高伤害、高穿深在战场上独树一帜。不过,强大的火力也意味着坦克在其他方面的妥协,如
2025-09-12 12:32:28
新一代中坦“卷王”就是它?不带垂稳都可以体验百步穿杨!

▲全新猎户星补给箱抵达!各位《坦克世界》的玩家们大家好,5月2日至5月12日,游戏内活动为车长们带来了内容丰富的猎户星补给箱,开启补给箱有机会获得大量实用资源和10台稀有的VIII级金币坦克:▲补给箱内的坦克请注意,“猎户星补给箱”拥有以下机制:每开启50个补给箱,您将保底获得10辆金币坦克之一。如
2025-09-12 05:23:13
三国杀:高价低配排行榜,花了100宝珠还要强度,好事都想要?

买到了100宝珠的“珍贵”武将,还想要高强度?好事能让你全占了?盘点《三国杀》宝珠兑换黑名单,最华而不实最毫无性价比低的武将,千万别换!换了后悔一年。灵雎(100宝珠)历史遗留产物,强度落后。她的技能{竭缘}需要伤害/被伤害时弃牌,在现在这个过牌量巨大、伤害爆炸的环境里,自己的手牌根本不够弃,非常容
2025-09-11 14:00:06